"難しい"をたのしむ、挑戦する。
![]()
"難しい"をたのしむ、挑戦する。
![]()

Direct Joining

Features
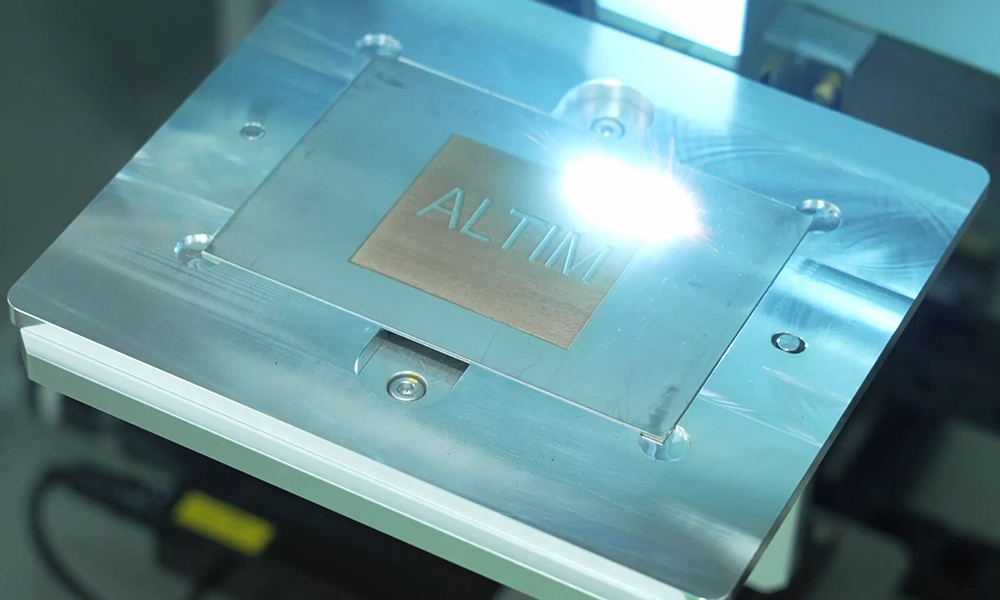
ALTIM®は、このレーザ技術が重要です。
金属の表面にレーザを照射することで、酸化凹凸被膜を生成し表面を粗面化します。この粗面のパターンがALTIM®独自であり、樹脂との接合を強固にしています。
金属の種類や部品の形状によって、レーザの当て方、角度、パターンが変わるため、一つひとつ検証。レーザ処理ができれば、次の工程で、金属の粗面の隙間に樹脂を密着させていきます。これによって、液体や気体を封止することが可能となります。
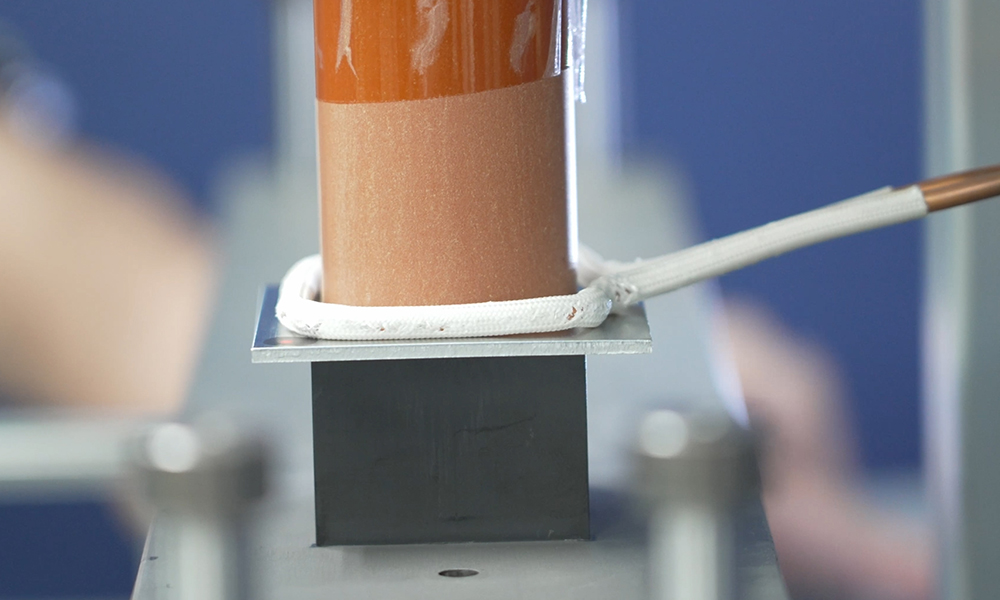
レーザ処理をした金属と接合する樹脂の位置合わせをし、金属側を加熱していきます。
ここではALTIM®独自に確立した「電磁誘導」を活用した加熱方法をご紹介します。誘導加熱コイルで温められた金属によって、樹脂の表面がわずかに加熱されます。このとき、樹脂製品が変形してしまわないように、放射温度計で測りながら温度をコントロールします。
熱が加わった金属と樹脂を上から圧力を加え接合します。ALTIM®は、樹脂の最表面だけを加熱圧着するため、樹脂が変形しません。
絶妙な温度管理と適正な加圧によって、金属粗面の溝や谷間に隙間なく入り込ませ接合します。それによって、強度や密閉性を出すことができるのです。
このことから、ALTIM®は高精度・高品質・高密度を求められる部品や製品にも対応できます。

当社は、多様な材質・形状に対応したインサート成形も可能です。そのインサート成形技術とALTIM®の接合技術を掛け合わせ、これまでにない高気密性を実現することができます。
レーザで金属板を表面処理することで、インサートした樹脂と金属を強固に接合。これにより、気体・液体漏れを起こさないインサート成形品をつくることができ、防水コネクタなどに応用できます。
ALTIM®の強みは、レーザによる金属の表面処理から樹脂接合、品質検査、納品まで、当社1社で一元管理することです。当社独自のレーザパターンを持っており、さまざまな金属におけるパターンの研究開発も進めています。IH加熱を主とした加熱のノウハウも、さまざまな試作をとおして蓄積しています。
このことから、当社が一貫して生産し、複数社による生産で生じる連携ミスを低減します。
また、高精度な樹脂成形を得意とする当社なら、接合する樹脂の生産から承ることができます。もちろん、金属材料の手配も可能です。
Merit
リベットやボルト締結による重量の課題を解決。くっつけたい金属と樹脂部品を直接することで、部品点数を大幅に削減。車載部品の軽量化にも貢献します。
金属と樹脂の接合強度25MPa以上を実現。引張試験では樹脂の母材破壊レベル、ヒートショック試験では2,000cycle超で強度劣化なし(SUS+PPS)。耐久性が求められる製品において高品質化が可能となります。
ALTIM®独自の粗面パターンが樹脂との接合を強固にします。金属粗面の溝や谷間に樹脂を隙間なく入り込ませ接合。それにより、液体や気体を封止する密封構造を作り出します。
接着剤の硬化時間など、生産リードタイムの長期化を解決。接着剤レスのALTIM®なら、総タクトが1か所あたり十数秒と非常に短いため、生産性を向上させることが可能となります。
接着剤による接着では生産工程が多く、それだけの設備スペースが必要となります。ALTIM®へ工法転換することで、ワーク工程が減り、タクトタイムの削減とともに、省スペース化も実現します。
ALTIM®なら、接合の際にリベットやボルトを用いないため、軽量化を実現するとともに、部品点数の大幅な削減によって、材料コストや締結作業が不要となり、コストダウンが可能です。
Process
当社独自のレーザパターンを照射。凹凸形状を形成。
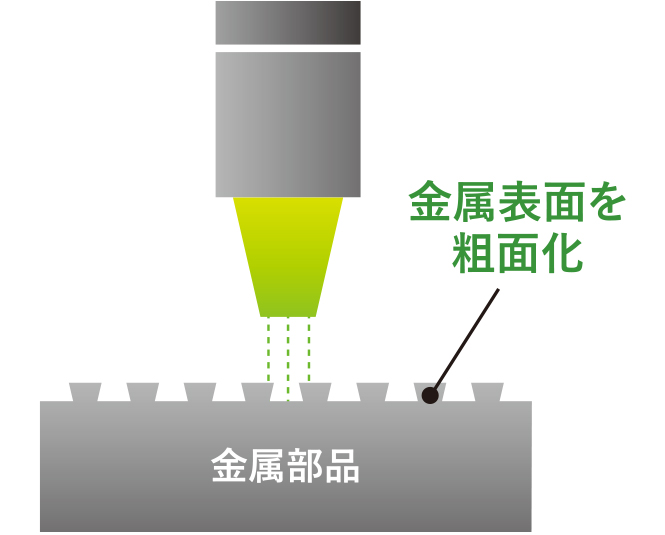
凹凸量は
0.1mm以下
金属と樹脂を合わせ、金属側から加熱し加圧。

樹脂界面は
表層のみを加熱
表層のみ溶け出した樹脂が金属の凹部に入り込む。
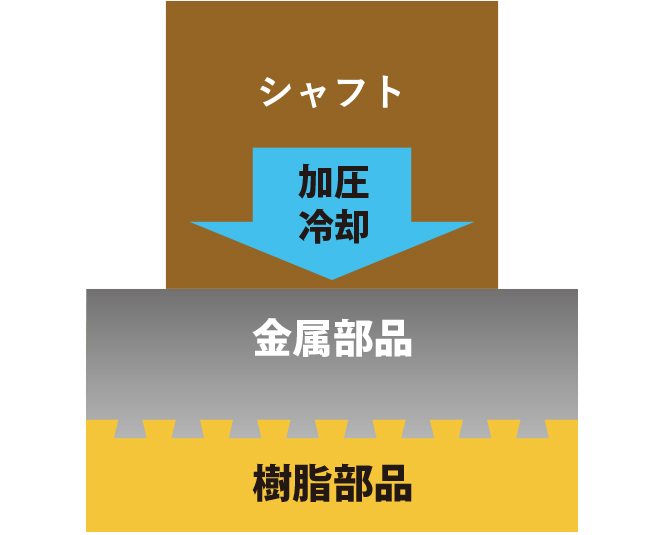
樹脂が凹部に入り込んだ直後、
加圧したまま冷却
Direct Joining Sample

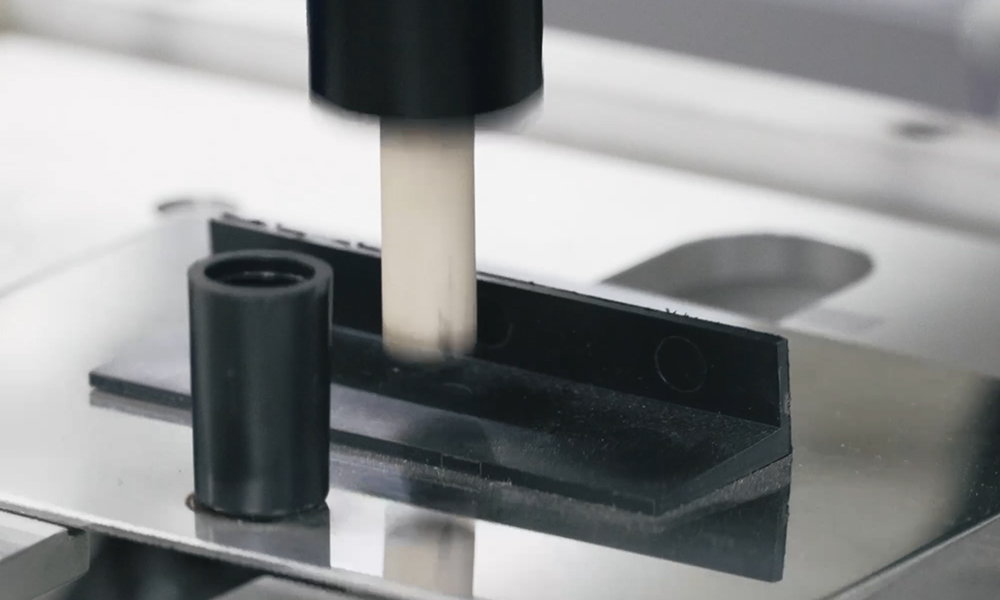
嵌合部品サンプル
嵌合構造に成形した樹脂の半球部品を金属の半球部品にはめ合わせて接合。円筒形にも応用可能。

円筒型リチウムイオン電池向け封口板
アルミのフランジと絶縁樹脂のスペーサー、蓋のアルミ板をサンドイッチで接合。カシメ法の置き換えに。
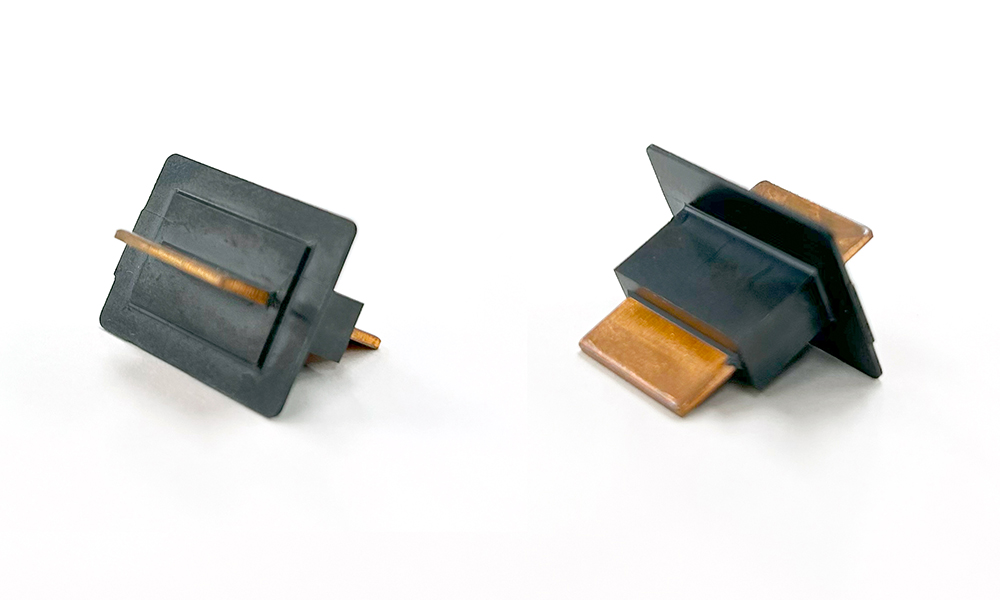
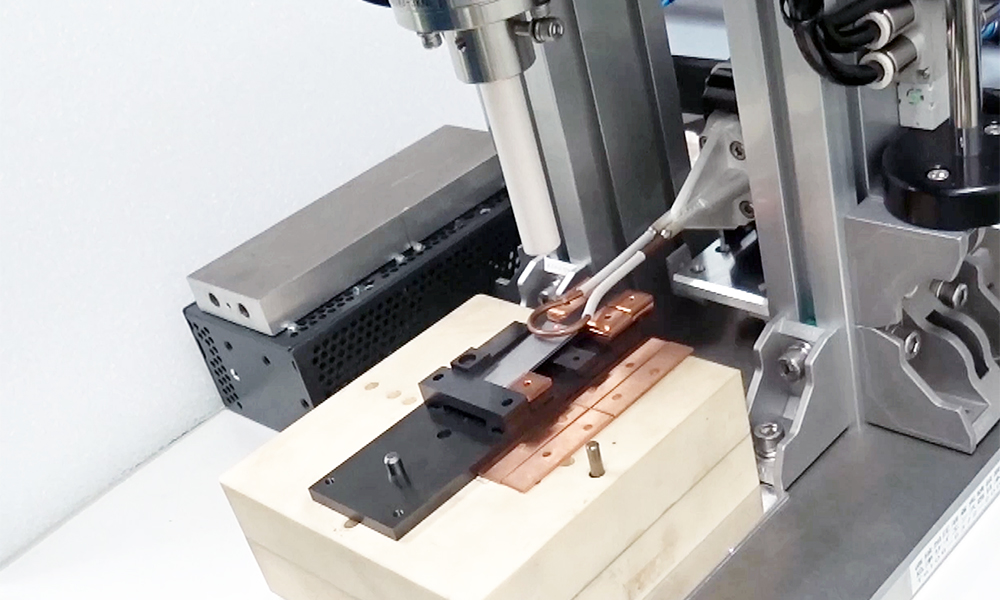
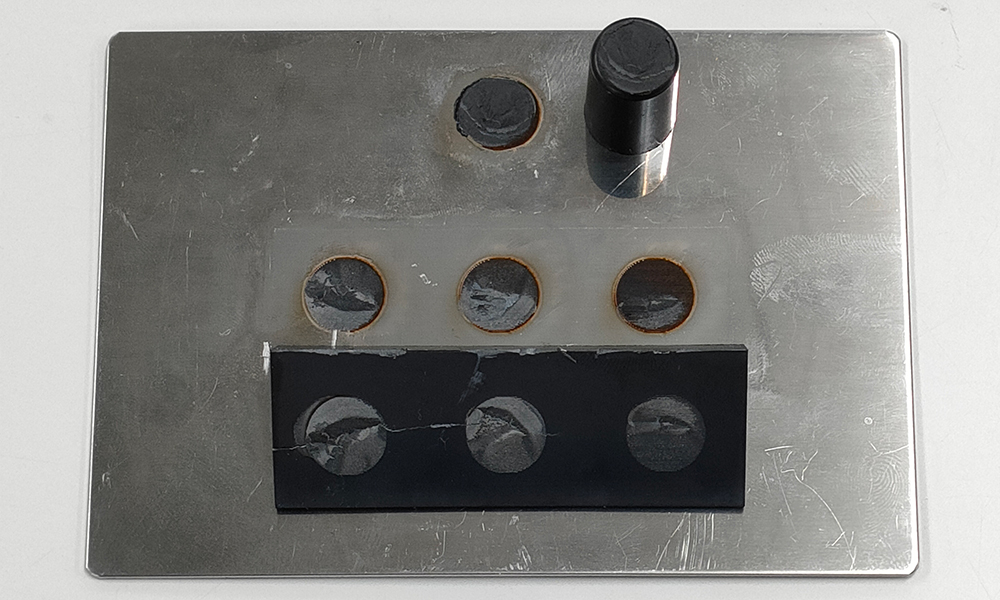
自動車向けバスバー(インサート成形接合)
大容量の電流を流すための導体であるバスバー(銅バー/ブスバー)で高い気密性・防水性を実現。

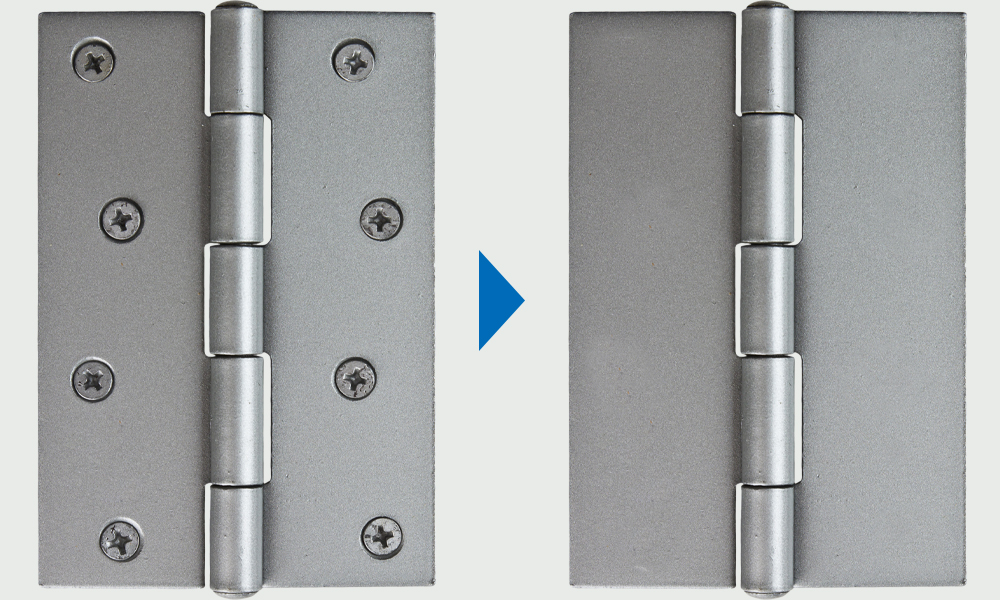
ネジ止めなしの蝶番(樹脂板への接合)
接着剤やネジを使用しない圧着フック接合。意匠性が求められる住建分野に。

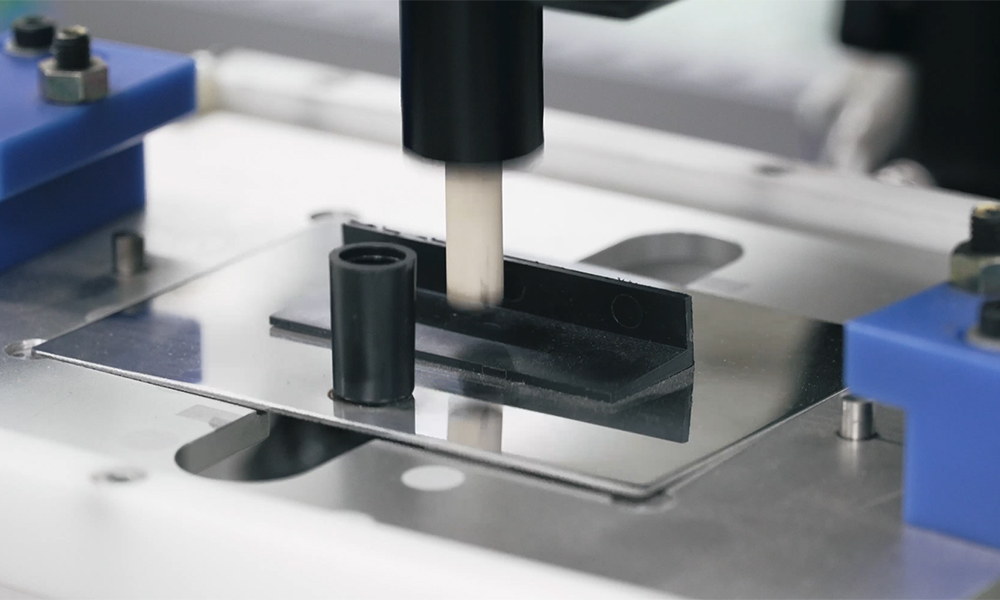
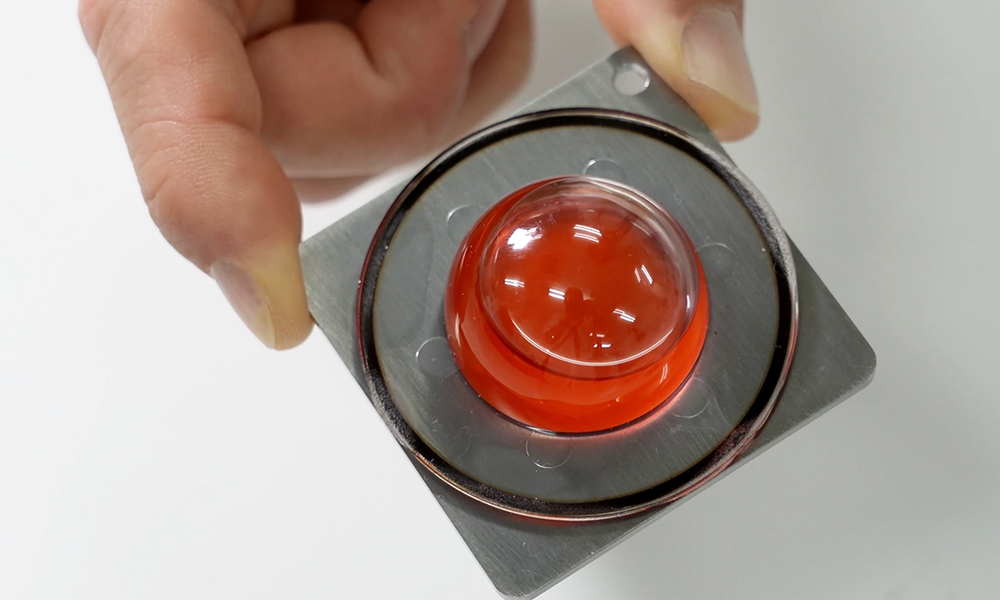
LED電球のカバーなどの中空部品(透明ドーム)
インサート成形では難しい中空構造をスポット接合で実現。意匠性が求められる住建分野に。

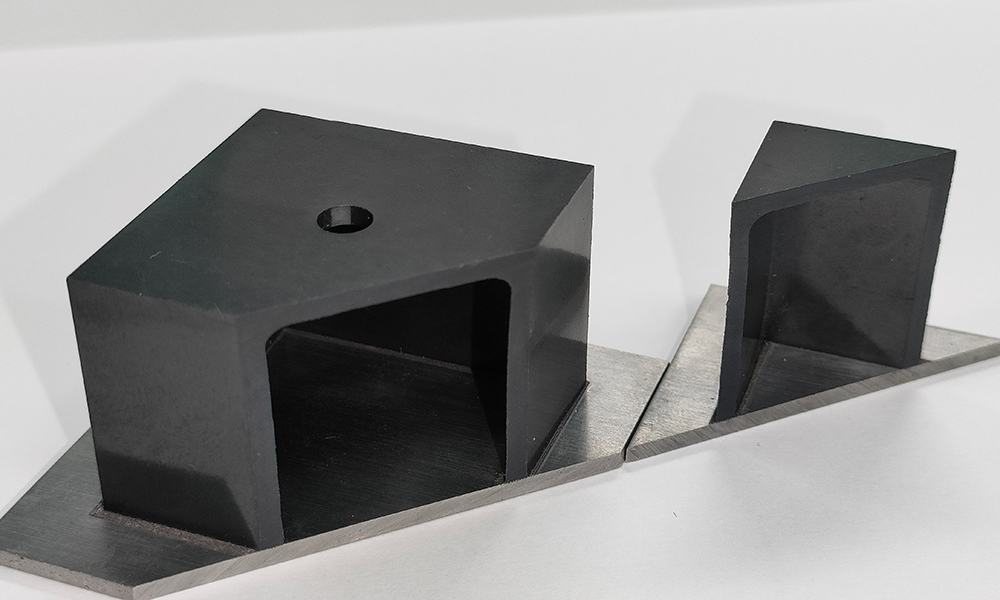
コネクタなどの角型中空部品
接着剤やリベット不要でより軽くしたい部品に。車載部品の軽量化にも貢献。
金属と樹脂の直接接合技術をもっと詳しく。専用サイトはこちら
